१. कॅप लिफ्ट आणि कॅप प्लेसमेंट सिस्टमची स्थापना
कॅप व्यवस्था आणि शोध सेन्सर स्थापना
शिपिंग करण्यापूर्वी, कॅप लिफ्ट आणि प्लेसमेंट सिस्टम वेगळे केले जातात; कॅपिंग मशीन चालवण्यापूर्वी कृपया त्यावर कॅप ऑर्गनायझिंग आणि प्लेसिंग सिस्टम स्थापित करा. कृपया खालील प्रतिमांमध्ये दाखवल्याप्रमाणे सिस्टम कनेक्ट करा:
कॅप तपासणी सेन्सरचा अभाव (मशीन स्टॉप)
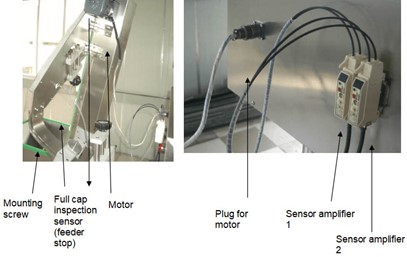
अ. माउंटिंग स्क्रूने, ट्रॅक आणि रॅम्प एकत्र करून कॅप जोडा.
b. मोटर वायर कंट्रोल पॅनलच्या उजव्या बाजूला असलेल्या प्लगला जोडा.
c. सेन्सर अॅम्प्लिफायर १ ला फुल-कॅप इन्स्पेक्शन सेन्सरशी जोडा.
d. सेन्सर अॅम्प्लिफायर २ ला लॅक कॅप इन्स्पेक्शन सेन्सरशी जोडा.
कॅप क्लाइंबिंग चेनचा कोन समायोजित करा: शिपमेंटपूर्वी, तुम्ही सादर केलेल्या नमुना कॅपच्या आधारावर कॅप क्लाइंबिंग चेनचा कोन बदलण्यात आला होता. जर कॅपचे स्पेसिफिकेशन्स बदलायचे असतील (फक्त आकार, कॅपचा प्रकार नाही), तर कृपया अँगल अॅडजस्टिंग स्क्रू वापरून कॅप क्लाइंबिंग चेनचा कोन समायोजित करा जोपर्यंत साखळी फक्त वरच्या बाजूला असलेल्या साखळीवर झुकलेल्या कॅप्सच वाहून नेऊ शकत नाही. खालील संकेत:

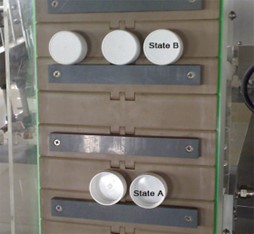
जेव्हा कॅप क्लाइंबिंग चेन कॅप्स वर आणत असते, तेव्हा स्थिती A मधील कॅप योग्य दिशेने असते.
जर साखळी योग्य कोनात असेल, तर B स्थितीत असलेली टोपी आपोआप टाकीमध्ये उतरेल.
कॅप ड्रॉपिंग सिस्टीममध्ये बदल करा (चुट)
दिलेल्या नमुन्याच्या आधारे ड्रॉपिंग चुटचा कोन आणि जागा आधीच निश्चित केली गेली आहे. सामान्यतः, जर इतर कोणतेही नवीन बाटली किंवा कॅप स्पेसिफिकेशन नसेल, तर सेटिंगमध्ये बदल करण्याची आवश्यकता नाही. आणि जर बाटली किंवा कॅपच्या एका स्पेसिफिकेशनपेक्षा जास्त स्पेसिफिकेशन असतील, तर क्लायंटने करारावर किंवा त्याच्या जोडणीवर आयटम सूचीबद्ध करणे आवश्यक आहे जेणेकरून कारखाना पुढील बदलांसाठी पुरेशी जागा सोडेल. समायोजन पद्धत खालीलप्रमाणे आहे:
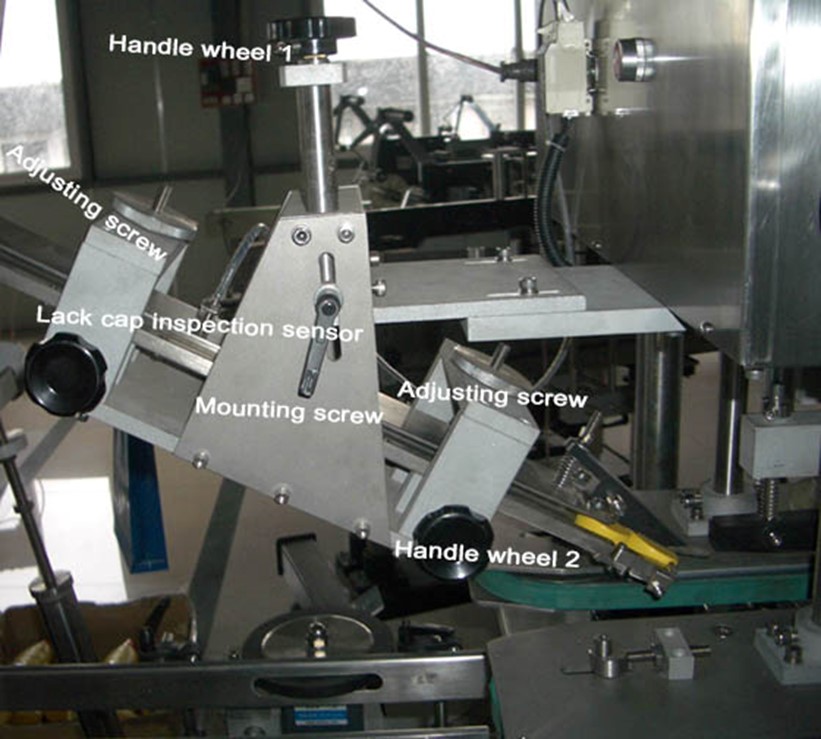
कॅप ड्रॉपिंग सिस्टीमची उंची समायोजित करण्यासाठी हँडल व्हील फिरवण्यापूर्वी कृपया माउंटिंग स्क्रू काढा.
समायोजन स्क्रू तुम्हाला चुट जागेची उंची बदलण्याची परवानगी देतो.
हँडल व्हील २ (दोन्ही बाजूंनी) वापरून चुटची रुंदी समायोजित केली जाऊ शकते.

कॅप प्रेसिंग घटक सुधारित करणे
जेव्हा बाटली कॅप प्रेसिंग सेक्शनच्या क्षेत्रात प्रवेश करते, तेव्हा कॅप आपोआप बाटलीच्या तोंडाला चुटमधून झाकते. बाटल्या आणि कॅप्सच्या उंचीमुळे, कॅप प्रेसिंग सेक्शनमध्ये देखील बदल करता येतात. जर कॅपवरील दाब पुरेसा नसेल, तर कॅपिंग कामगिरीवर परिणाम होईल. कॅप प्रेस भागाची स्थिती खूप जास्त असल्यास दाबण्याची कार्यक्षमता बदलली जाईल. शिवाय, जर स्थिती खूप कमी असेल, तर कॅप किंवा बाटलीला हानी पोहोचेल. सामान्यतः, शिपमेंटपूर्वी कॅप प्रेसिंग घटकाची उंची बदलली जाते. जर वापरकर्त्याला उंची पुन्हा समायोजित करायची असेल, तर प्रक्रिया खालीलप्रमाणे आहे:

कॅप प्रेसिंग सेक्शनची उंची समायोजित करण्यापूर्वी, कृपया माउंटिंग स्क्रू काढा.
मशीनमध्ये सर्वात लहान बाटल्या बसवण्यासाठी आणखी एक कॅप प्रेसिंग एलिमेंट आहे आणि ते कसे बदलायचे ते व्हिडिओमध्ये दाखवले आहे.
कॅपला ढलप्याने खाली आणण्यासाठी हवेचा दाब समायोजित करणे.
२. प्राथमिक विभागांची एकूण उंची बदलणे.
मशीन लिफ्टमध्ये बाटली फिक्स स्ट्रक्चर, गम-इलास्टिक स्पिन व्हील आणि कॅप प्रेसिंग भाग यासारख्या मुख्य भागांची उंची बदलू शकते. मशीन लिफ्ट कंट्रोल बटण कंट्रोल पॅनलच्या उजव्या बाजूला स्थित आहे. मशीन लिफ्ट सुरू करण्यापूर्वी, वापरकर्त्याने दोन सपोर्ट पिलरमधून माउंटिंग स्क्रू काढून टाकावेत.
खाली आणि वर दोन्ही दर्शविते. स्पिन व्हील्सची स्थिती कॅप्सच्या स्थितीशी जुळते याची खात्री करण्यासाठी. लिफ्ट समायोजित केल्यानंतर कृपया पॉवर बंद करा आणि माउंटिंग स्क्रू घट्ट करा.

टीप: कृपया इच्छित स्थानावर पोहोचेपर्यंत लिफ्ट स्विच (हिरवा) दाबत रहा. लिफ्टचा वेग खूपच कमी आहे; कृपया धीराने वाट पहा.
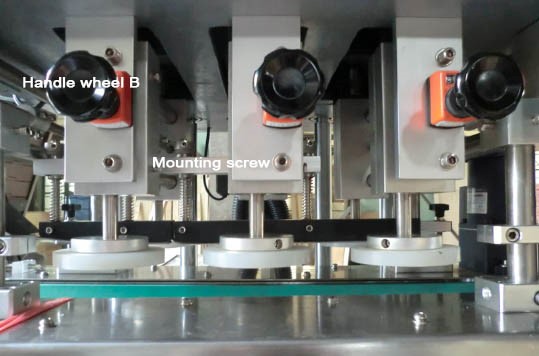
३. गम-इलास्टिकपासून बनवलेले स्पिन व्हील (स्पिन व्हीलच्या तीन जोड्या) समायोजित करा.
मशीन लिफ्ट स्पिन व्हीलची उंची समायोजित करते.
टोपीच्या व्यासावर आधारित फिरकी चाकांच्या जोडीची रुंदी बदलते.
सामान्यतः, दोन चाकांमधील अंतर कॅपच्या व्यासापेक्षा २-३ मिमी कमी असते. हँडल व्हील बी ऑपरेटरला स्पिन व्हीलची रुंदी बदलण्याची परवानगी देतो. (प्रत्येक हँडल व्हील संबंधित स्पिन व्हील समायोजित करू शकते.)
हँडल व्हील बी समायोजित करण्यापूर्वी, कृपया माउंटिंग स्क्रू काढा.
४. बाटली फिक्स स्ट्रक्चर समायोजित केले जात आहे.
बाटलीची स्थिर स्थिती बदलण्यासाठी स्थिर रचना आणि लिंक अक्षाची स्थिती बदलली जाऊ शकते. बाटलीवर स्थिरीकरण स्थिती खूप कमी असल्यास बाटलीला खाद्य देताना किंवा कॅपिंग करताना सहजपणे ठेवता येते. दुसरीकडे, बाटलीवर स्थिर स्थान खूप जास्त असल्यास, स्पिन व्हील्स योग्यरित्या कार्य करणार नाहीत. कन्व्हेयर आणि बाटली फिक्स स्ट्रक्चर्स समायोजित केल्यानंतर, मध्यरेषा एकाच रेषेवर आहेत का ते पुन्हा तपासा.
हँडल व्हील A फिरवून (दोन हातांनी हँडल फिरवून) बाटलीच्या फास्टन बेल्टमधील अंतर समायोजित करा. परिणामी, दाबण्याच्या प्रक्रियेदरम्यान रचना प्रभावीपणे बाटली दुरुस्त करू शकते.


मशीन लिफ्ट सहसा बाटली-फिक्सिंग बेल्टची उंची समायोजित करते.
(चेतावणी: ४-लिंक शाफ्टवरील माउंटिंग स्क्रू सैल केल्यानंतर, ऑपरेटर मायक्रोस्कोपमध्ये बाटली फिक्स बेल्टची उंची बदलू शकतो.)
जर ऑपरेटरला बेल्ट मोठ्या रेंजमध्ये हलवायचा असेल, तर स्क्रू १ आणि २ एकत्रितपणे सोडा आणि अॅडजस्टमेंट नॉब फिरवा; जर ऑपरेटरला बेल्टची उंची मर्यादित रेंजमध्ये बदलायची असेल, तर फक्त स्क्रू १ सोडा आणि अॅडजस्टमेंट नॉब क्रँक करा.
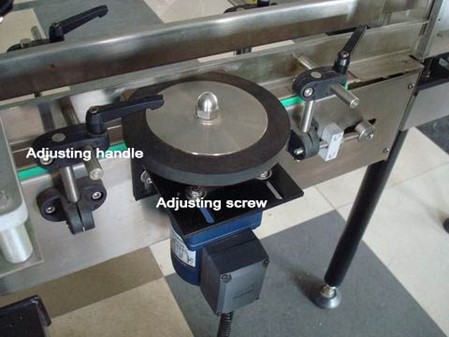
५. समायोजन चाक आणि रेलिंग वापरून बाटलीची जागा बदलणे.
बाटलीचे स्पेसिफिकेशन बदलताना, ऑपरेटरने बाटलीच्या जागेचे स्थान बदलण्यासाठी चाक आणि रेलिंग समायोजित करावे. जागा समायोजन चाक आणि रेलिंगमधील अंतर बाटलीच्या व्यासापेक्षा 2-3 मिमी कमी असावे. कन्व्हेयर आणि बाटली फिक्स स्ट्रक्चर्स समायोजित केल्यानंतर, मध्यरेषा एकाच रेषेवर आहेत का ते पुन्हा तपासा.
अॅडजस्टिंग स्क्रू सैल करून बाटलीच्या जागेच्या अॅडजस्टिंग व्हीलची स्थिती अॅडजस्ट करा.
कन्व्हेयरच्या दोन्ही बाजूंच्या रेलिंगची रुंदी सैल अॅडजस्टमेंट हँडल वापरून समायोजित केली जाऊ शकते.
पोस्ट वेळ: जून-०७-२०२२